密封管锥螺纹数控加工技术
关键词:管锥螺纹;数控加工;技术
0 引 言
密封管锥螺纹是当前进行管锥联接比较有效的一种方式,逐渐被使用在液体输送和气体的密封过程中。而为了进一步提高密封管联接的质量,就需要对管锥螺纹进行数控加工,这就要求我们采取有效的技术做好相应的工作。基于此,本文就55°密封管锥螺纹的数控加工技术进行了探讨,相信对有关方面的需要能有一定的帮助。
1 、55°密封管螺纹功能特点
在55°密封管螺纹内,并不需要添加任何的密封质,这样能够有效地避免密封质的渗漏。而使用螺纹密封管内的螺纹分为圆柱内螺纹与圆锥外螺纹。当压力低于5×105MPa时,可以使用圆柱内螺纹进行连接,这样连接起来非常紧密;而圆锥外螺纹一般是用于高温和高压的情况下。这种螺纹比较适合用在管子、旋塞以及其他的螺纹所联接的附件上,其密封性非常好,常常被用在液体输送中[1]。
2 、55°密封管锥螺纹数控加工工艺
该管锥螺纹主要分圆锥、圆柱两种形式,而外管锥螺纹没有圆柱。通过将管锥牙型的锥度之间的比例设计为1:16,基面的离管端之间的距离以及有效的长度要与相应的标准
相符。对图1、表1与表2进行 结 合 分析,根据表中的数据以及有关公式,就能够计算螺纹在管理加工中的尺寸。


3 、螺纹车削指令参数的确定
3.1 螺纹顶径
螺纹在切削过程中,因刀具挤压导致最终加工出的螺纹顶径发生塑性的膨胀,进而对螺纹装配以及正常的使用造成很大的影响,加工人员在加工过程中,要先考虑这一问题。并且在螺纹切削之前,在圆柱加工过程中,要多切除一些材料,把外圆柱削小,而内圆柱则削大,其切削通常控制在0.2~0.3 mm即可。
3.2 螺纹牙型高度
牙型的高度不能低于0.6495 p,直径方向的牙深可设置在1.3 p左右。
3.3 分层切深
现阶段的螺纹加工存在两种加工方式,一种是利用高速钢材料来进行低速加工;另一种是通过硬质合金与涂层刀具来实行高速加工,编程过程必须要按照刀具的材料情况来设置转动的速度[2-3]。并且数控加工通常都是实行高速加工,在加工过程中,第一刀的取值为大约为0.5 p,然后再取上一刀的0.7倍进行递减,单刀切深应小于1,单刀最小不能低于0.1。

3.4 螺纹起点和终点轴向尺寸
技术人员在数控车床上上装螺纹时,因伺服电动机存在一定的机械特性,在加工螺纹的过程中,刀具应从起初停止的状态达到指定给进的速度,或者是从指定给进的速度直接降到零,驱动系统中需要有一个过渡的过程,而起刀过程中存在一个加速的过程,停刀过程中存在一个减速的过程,在这个过程中,螺距并不准确。因此,在实施车削螺纹时,两端应设置相应的加速起刀段与减速退刀段,并且两端的取值应合理选择,不然会导致刀具在加速或者减速时来进行切削,进而导致机构发生损坏以及生产出不合格的产品。加速段与减速段的数值和机床的驱动系统内的动态特性、螺纹螺距以及精度间有很大的关联。所以,技术人员应按照伺服驱动系统内的机械特性来有效的设置两段值,通常加速起刀段大于2倍导程;减速退刀段在1~1.5倍导程之间[4]。此外,在应用固定循环的过程中,还要注意起刀点纵坐标要比螺纹公称的直径大,以便防止在退刀时划伤已经加工完好的表面[5]。
4 、案例分析
4.1 工艺分析
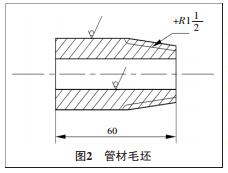
通过图2可知,管锥的外径、内孔并没有做有关 的 加 工 及 处理,直接把管锥工件坐标系上的原点设计在管锥螺纹最右的端面与中心线的交叉点上,之后再使用定心卡盘将管锥材料的的最左端夹住,并将延伸长度设置为60 mm左右。首先,技术人员可使用试切法来进行对刀,完成之后再应用90°外圆车刀来加工出螺纹的大径[6];其次,应用55°螺纹车刀加工管锥螺纹前,先计算出管锥小径的起点与终点间存在的半径差,加工时将牙数控制在3~4之间;最后,应用外圆的切断刀把零件直接切断,将长度控制在60~65 mm。
4.2 密封管锥螺纹数控加工程序
密封管锥螺纹数控加工程序如下:
O0001;
G40 G99 T0101 M03 S600;
G00 X55 Z5;
G71 U1.5 R1;
G71 P10 Q20 U0.3 W0.05 F0.15;
N10 G00 X47;
G01 Z0 F0.1;
X48.5 Z-23;
N20 X55 F0.5;
G70 P10 Q20;
G00 X100 Z100;
T0202 M03 S200;
G00 X55 Z8;
G92 X46 Z-25 R-0.75 F2.309;
X45.5;
X45.;
X44.7;
X44.4;
X44.2;
X44.1;
X44.05;
G00 X100 Z100;
T0303 M03 S400;
G00 X55Z 5;
Z-64;
G01 X29 F0.1;
X55 F0.3;
G00 X100 Z100;
M05;
M30;
5 、结 语
总而言之,对管锥的螺纹实施有效的数控加工与管理,不仅能提升螺纹的精度,还能大大提升车床加工的效率。因此,对管锥螺纹进行数控加工,在很大程度上可提高密封管的联接质量。并且管理人员在进行管理时,应采用高效的技术来进行数控加工,从而促进数控加工技术的不断发展。
来源: 珠海格力电器股份有限公司 作者:张雅琴
发表评论:
◎欢迎参与讨论,请在这里发表您的看法、交流您的观点。









